Baza Wiedzy
Formularz zapytaniowy
Czy wiesz że:
- Mamy maszyny dostępne z ekspozycji. Więcej informacji w zakładce OFERTAdalej
Frezowanie aluminium - wady i zalety
Strona główna » Aktualności » Frezowanie aluminium - wady i zalety
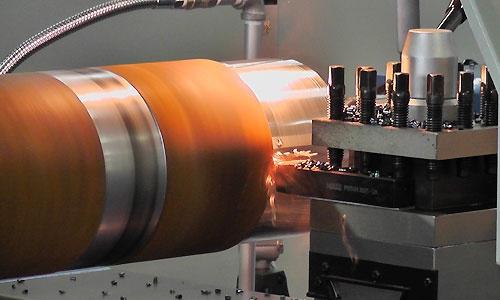
Frezowanie aluminium pozwala na szybką produkcję elementów o bardzo zaawansowanej geometrii. Jednakże, z uwagi na właściwości fizyczne aluminium jego obróbka wymaga przestrzegania określonych zasad i kontroli kilku kluczowych parametrów procesu. Kluczem do optymalnego wykorzystania tego jakościowego tworzywa jest dobór odpowiedniego materiału, narzędzia i parametrów frezowania.
Zalety frezowania aluminium
Zalety stopów aluminium powodują, że jest to jeden z popularniejszych materiałów wykorzystywanych przez konstruktorów. Jako główne wymienia się wytrzymałość mechaniczną, plastyczność, odporność na korozję i stosunkowo niski ciężar w porównaniu do innych metali. Właściwości fizyczne tego materiału sprawiają, że jego frezowanie wiąże się z koniecznością kontrolowania parametrów, takich jak prędkość obrotowa i prędkość posuwu narzędzia. Niewłaściwie dobrane mogą spowodować zniszczenie przedmiotu, w tym uszkodzenia i odkształcenia mechaniczne oraz spowodowane zbyt wysoką temperaturą. Duży wpływ na jakość procesu frezowania aluminium ma zawartość krzemu w obrabianym stopie.
Aluminium jako tworzywo w procesie frezowania
Proces frezowania aluminium należy dostosować do rodzaju obrabianego tworzywa. Stopy aluminium różnią się głównie zawartością krzemu i innych dodatków stopowych oraz rodzajem obróbki cieplnej czy plastycznej, którym zostały poddane.
Tworzywa aluminiowe dostępne na rynku można podzielić na trzy podstawowe rodzaje, w tym:
- czyste aluminium i stopy o niskiej zawartości krzemu. To tworzywa o dużej plastyczności. W trakcie obróbki stopów tego typu trzeba liczyć się ze zjawiskiem narostu, czyli nawarstwiania się materiału na krawędzi ostrza narzędzia. Powoduje to pogorszenie jakości frezowania oraz zwiększa ryzyko odkształcenia obrabianego materiału.
- Aluminium utwardzane lub stopy odlewnicze o zawartości krzemu do 12% – to stopy, które charakteryzują się najlepszą skrawalnością.
- Stopy aluminium o zawartości krzemu powyżej 12% – twarde wtrącenia krzemu powodują przyspieszone zużywanie się narzędzi.
Wady aluminium z perspektywy obróbki w procesie frezowania
Frezowanie stopów aluminium wymaga utrzymania określonych warunków w trakcie. Ponadto, konieczne jest też zastosowanie specyficznych narzędzi. Wynika to z typowych właściwości tworzyw aluminiowych, których intensywność zmienia się wprost proporcjonalnie do zawartości krzemu oraz stopnia utwardzenia w ramach procesu obróbki cieplnej lub plastycznej.
Jako największe wady aluminium z punktu widzenia obróbki w procesie frezowania wymienić można:
- podatność na zmianę wymiarów liniowych pod wpływem wysokiej temperatury (znacznie większa niż w przypadku stali),
- duża elastyczność materiału, która sprawia, że obrabiane tworzywo jest podatne na odkształcenia mechaniczne.
Aby kontrolować jakość procesu obróbki, konieczne jest dostosowanie siły nacisku ostrza na obrabianą powierzchnię oraz dostosowanie prędkości obrotowej i prędkości posuwu. Parametry te trzeba korygować adekwatnie do rodzaju obrabianego stopu.
Problemy technologiczne w procesie frezowania aluminium
Frezowanie aluminium wiąże się z koniecznością rozwiązania kilku problemów technologicznych. W zależności od składu stopu frezowanego aluminium wspomniane wyżej typowe wady tego tworzywa mogą zostać dodatkowo spotęgowane przez trudne do odprowadzenia wióry, osad z materiału przywierającego do krawędzi ostrza oraz zbyt wysoką temperaturę i siły skrawania. Problemy te rozwiązuje się poprzez stosowanie frezów o specjalnej budowie i wykonanych z trwałych materiałów, chłodzenie obrabianej powierzchni oraz dostosowanie prędkości.
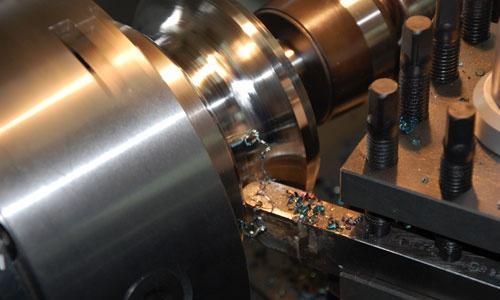
- Wióry w procesie frezowania aluminium – skuteczne odprowadzanie wiórów powstałych w procesie skrawania zapobiega przywieraniu odpadu do narzędzia frezującego. Przywarcie wióra do ostrza powoduje przyspieszone zużycie freza. Może powodować wzrost temperatury w miejscu styku narzędzia z obrabianą powierzchnią oraz zwiększa ryzyko odkształceń. Narzędzia frezujące są opracowane w taki sposób, aby generować wióry o wymiarze w przedziale od 0,1 do 0,2 mm, co zapobiega przywieraniu i ułatwia ich odprowadzanie. Skutecznym sposobem na szybkie odprowadzanie wiórów jest też stosowanie cieczy chłodzących.
- Materiał przywierający do narzędzia – problem z przywieraniem nadmiaru materiału do narzędzia wiąże się głównie z procesem frezowania stopów aluminium z niską zawartością krzemu i innych składników stopowych. W wielu przypadkach jest spowodowany doborem niewłaściwego frezu, zbyt niskiej prędkości obrotowej narzędzia i ruchu pomocniczego.
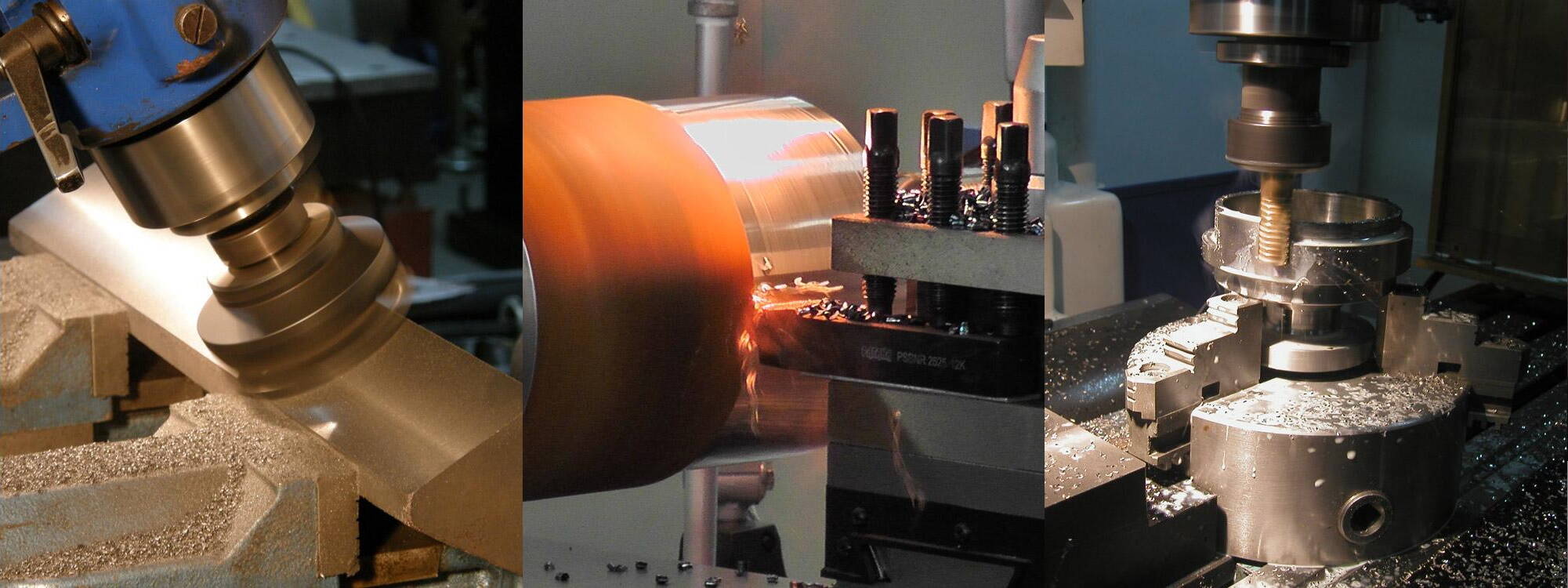
- Dostosowanie sił skrawania – w zależności od składu obrabianego stopu stosuje się frezy wyposażone w jedno lub kilka ostrzy. Same ostrza różnią się między sobą kątem natarcia, wymiarem rowka wiórowego oraz materiałem, z którego są wykonane. Plastyczne niskokrzemowe aluminium obrabia się zazwyczaj frezami z ostrzami o zwiększonym kącie natarcia, takie narzędzia mogą być wyposażone w pojedyncze ostrze. W przypadku twardszych stopów stosuje się ostrza wykonane z trwalszych materiałów. Co więcej, frezy mogą być wyposażone w kilka ostrzy o mniejszym kącie natarcia. Podsumowując, frezy z większą ilością ostrzy skutecznie redukują siły, jakie pojedyncze ostrze przenosi na obrabianą powierzchnię. Natomiast narzędzia z jednym ostrzem są skuteczniejsze w odprowadzaniu wiórów.
- Temperatura skrawania – frezowanie generuje sporo energii cieplnej, punktowe przegrzanie obrabianej powierzchni może powodować uszkodzenie struktury tworzywa i pogorszyć jakość wyrobu.
- Zużycie i stabilność frezu – stosowanie krótkich narzędzi o dużym przekroju minimalizuje ryzyko ich złamania w trakcie realizacji procesu i zapobiega wibracjom. Oprócz tego, warto kontrolować też stan ostrzy. Frezowanie stopów nisko krzemowych powoduje zazwyczaj uszkodzenia dyfuzyjne, które pogarszają skuteczność skrawania. W przypadku obróbki twardszych stopów aluminium zużyte ostrza zaczynają stanowić powierzchnię cierną, co pogarsza skuteczność i jakość obróbki przez tępienie i utwardzanie obrabianej powierzchni.
Frezowanie aluminium to proces precyzyjny, który wymaga zastosowania odpowiednich narzędzi i właściwych prędkości posuwu przedmiotu i obrotu frezu. Dużą uwagę przykłada się także do planowania trasy narzędzia tak, aby jak najwięcej operacji było zrealizowanych bez odrywania frezu od przedmiotu. Chociaż cechą charakterystyczną procesu frezowania jest to, że jest cyklicznie przerywany, to minimalizowanie wejść i wyjść skraca czas obróbki i ogranicza ryzyko uszkodzeń wynikających z lokalnego wzrostu temperatury w miejscu wcięcia i wyjścia narzędzia.
czytano: 3631 razy
autor: top.nom.pl
data dodania: 2021-04-13 12:38:05