Baza Wiedzy
Formularz zapytaniowy
Czy wiesz że:
- Mamy maszyny dostępne z ekspozycji. Więcej informacji w zakładce OFERTAdalej
Urządzenia do podawania długich elementów
Strona główna » Oferta » Wiertarki słupowe i wieloczynnościowe » Urządzenia do podawania długich elementów

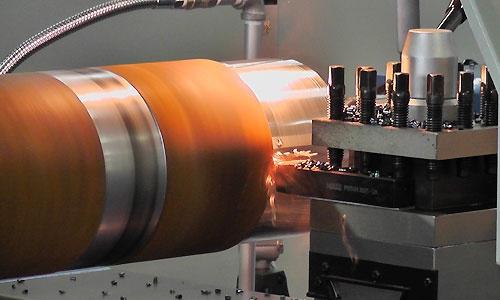
1. Stanowisko do wiercenia i gwintowania długich przedmiotów z większą ilością otworów w jednej linii z wykorzystaniem wiertarki wieloczynnościowej MEX-30PF.
Wiertarka wieloczynnościowa MEX-30PF ze stołem krzyżowym przeznaczona jest do wiercenia, frezowania, wytaczania, gwintowania w stali, żeliwie, metalach kolorowych, tworzywach sztucznych. Ręczny wiertarski i precyzyjny wysuw wrzeciona. Obroty wrzeciona ustawiane 12-stopniową szybko zmienną przekładnią z paskiem klinowym (w standardzie). Wrzeciennik przestawny w pionie na żeliwnej okrągłej kolumnie z możliwością obrotu wokół kolumny. Mocowanie narzędzia w stożku Morse`a i z dociągiem śrubą (typową dla frezarek) umożliwia należyte i szybkie zamocowanie zarówno narzędzi wiertarskich z płetwą jak i frezów
Na zdjęciu powyżej przedstawiono wiertarkę wieloczynnościową MEX-30PF wyposażoną w bezstopniową regulację obrotów wrzeciona z cyfrowym odczytem rzeczywistych obrotów oraz: podstawę z wanną na wióry, pneumatyczne imadło mocujące materiał, urządzenie półautomatycznego gwintowania, układ pomiarowy (dł. 1500mm) rolotoki podające (dł. 2000mm) oraz odbierające materiał (dł.1000mm), halogenową lampę oświetlenia miejscowego pracującą na stanowisku do wiercenia i gwintowania długich przedmiotów z większą ilością otworów w jednej linii.
Stół podawczy wyposażony w cyfrowy pomiar długości przesuwu z funkcją powielania zadanych odcinków umożliwia prosty i szybki pomiar przesunięć dowolnie długich przedmiotów (listew, przekroi itp.). W wykonaniu jak na fotografii powyżej możliwość szybkiego ręcznego przesuwu przedmiotu wierconego o wartości przybliżonej do założonej i doprecyzowanie położenia pokrętłem stołu po zaciśnięciu imadła daje w rezultacie szybkie i precyzyjne ustawienie przedmiotu do wiercenia i ewentualnie gwintowania.
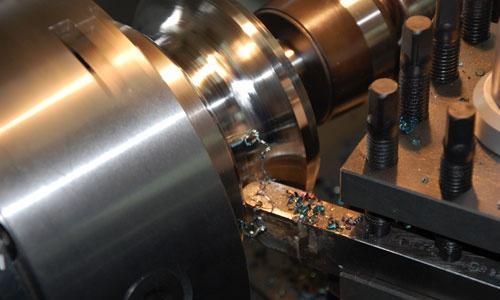
2. Urządzenie AP-1500 do wiercenia i gwintowania długich przedmiotów z większą ilością otworów w jednej linii.
Urządzenie AP - 1500 przeznaczone jest do precyzyjnego podawania materiału o dowolnej długości, z dokładnym pozycjonowaniem poszczególnych odcinków. Odmierzane odcinki mogą być pojedynczo lub partiami ustawiane w dowolnych długościach. Istnieje również możliwość zaprogramowania na cały przesuw o dowolnej długości. Urządzenie zainstalowane np. na wiertarce umożliwia wykonanie dowolnej ilości otworów o żądanych rozstawach z wysoką dokładnością (nawet do +/- 0,01mm).
Na zdjęciu powyżej przedstawiono wiertarkę wieloczynnościową MEX-30PF wyposażoną w bezstopniową regulację obrotów wrzeciona z cyfrowym odczytem rzeczywistych obrotów oraz: podstawę z wanną na wióry, pneumatyczne imadło mocujące materiał, urządzenie półautomatycznego gwintowania, halogenową lampę oświetlenia miejscowego współpracującą z wyżej wymienionym urządzeniem AP-1500.
Urządzenie AP-150 składa się z: rolotoku podawczego wyposażonego w imadło podające sterowane elektronicznie z pulpitu sterującego, samoczynnie podające materiał na zadane długości ustaloną ilość razy, pneumatyczne imadło mocowane np. na wiertarce oraz rolotok odbiorczy.
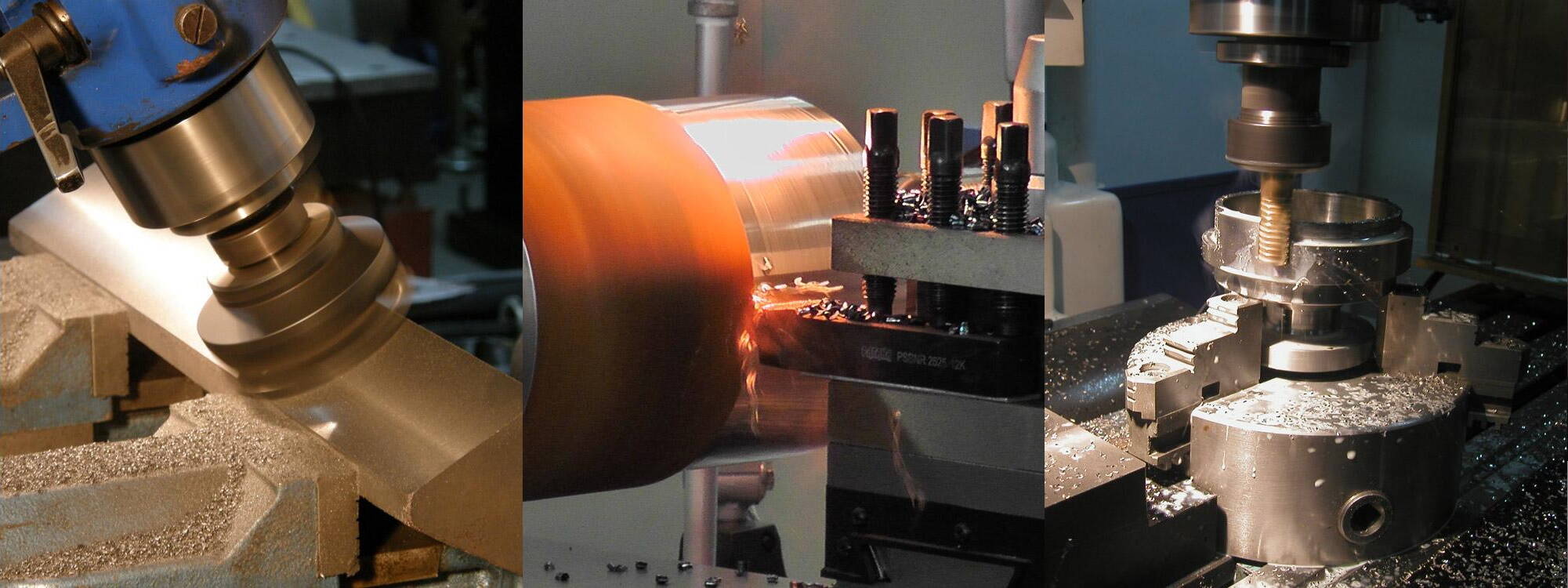
3. Wiertarka wieloczynnościowa MEX-30PF stanowisko do wiercenia i gwintowania długich przedmiotów z większą ilością otworów w jednej linii lub dowolnie rozmieszczonych.
 Wiertarka wieloczynnościowa MEX–30PF ze stołem krzyżowym przeznaczona jest do wiercenia, frezowania, wytaczania, gwintowania w stali, żeliwie, metalach kolorowych, tworzywach sztucznych. Ręczny wiertarski i precyzyjny wysuw wrzeciona. Obroty wrzeciona ustawiane 12-stopniową szybkozmienną przekładnią z paskiem klinowym (w standardzie). Wrzeciennik przestawny w pionie na żeliwnej okrągłej kolumnie z możliwością obrotu wokół kolumny. Mocowanie narzędzia w stożku Morse`a i z dociągiem śrubą (typową dla frezarek) umożliwia należyte i szybkie zamocowanie zarówno narzędzi wiertarskich z płetwą jak i frezów.
Wiertarka wieloczynnościowa MEX–30PF ze stołem krzyżowym przeznaczona jest do wiercenia, frezowania, wytaczania, gwintowania w stali, żeliwie, metalach kolorowych, tworzywach sztucznych. Ręczny wiertarski i precyzyjny wysuw wrzeciona. Obroty wrzeciona ustawiane 12-stopniową szybkozmienną przekładnią z paskiem klinowym (w standardzie). Wrzeciennik przestawny w pionie na żeliwnej okrągłej kolumnie z możliwością obrotu wokół kolumny. Mocowanie narzędzia w stożku Morse`a i z dociągiem śrubą (typową dla frezarek) umożliwia należyte i szybkie zamocowanie zarówno narzędzi wiertarskich z płetwą jak i frezów.
Na zdjęciu obok przedstawiono wiertarkę wieloczynnościową MEX-30PF wyposażoną w bezstopniową regulację obrotów wrzeciona z cyfrowym odczytem rzeczywistych obrotów oraz: podstawę z wanną na wióry, pneumatyczne imadło mocujące materiał, urządzenie półautomatycznego gwintowania, halogenową lampę oświetlenia miejscowego oraz automatyczny, sterowany elektronicznie posuw poprzeczny.
Rolotok podawczy wyposażony w imadło podające sterowane elektronicznie w osi X, samoczynnie podające materiał na zadane długości ustaloną ilość razy. Automatyczny posuw poprzeczny wiertarki wieloczynnościowej MEX-30PF dodatkowo umożliwia dowolne rozmieszczenie otworów na detalu w osi Y.
Sterownik odpowiedzialny za przesuwy programowany jest kodami ISO i przenoszony z komputera poprzez złącze na obudowie szafy sterowniczej umożliwia programowanie dowolnie rozmieszczonych otworów na detalu w dwóch osiach.
Rolotok podający długości 2000mm oraz odbierające materiał długości1000mm, szerokość rolki 180mm.
Automatyczny podajnik pręta AP-1500
DANE TECHNICZNE
|
Długość rolotoku podawczego |
2000 mm |
|
Szerokość rolotoku podawczego i odbiorczego |
200 mm |
|
Max skok suportu |
1200 mm |
|
Max szerokość detalu |
70 mm |
|
Zacisk materiału na rolotoku podawczym |
Ręczny |
|
Śruba kulowa |
Oś X, Oś Y |
|
Rolotok odbiorczy |
1000 mm |
|
Imadło zaciskające materiał montowane na |
Pneumatyczne |
|
Przesuw osi Y w urządzeniu zewnętrznym |
Ręczne Automatyczne – OPCJA |
|
masa |
180 kg |
|
Zasilanie / sterowanie |
400V, 50Hz / 24V |
Automatyczny podajnik długich elementów AP-1500 służy do precyzyjnego podawania długich elementów do obróbki, na przykład wiercenia otworów ich rozwiercania, pogłębiania, gwintowania lub podobnych operacji wymagających precyzyjnego rozmieszczania wymiarów zarówno wzdłuż jak i w poprzek materiału obrabianego.
Po ustawieniu materiału wzdłuż i w poprzek następuje zaplanowany zabieg np wiercenie, a po jego wykonaniu powrót pinoli w górne położenie daje sygnał podajnikowi do wykonania kolejnego przesunięcia wzdłuż, w osi X, a jeśli potrzeba również w poprzek, w osi Y. W trakcie przesunięcia wzdłuż, które wykonywane jest podajnikiem, materiał zaciśnięty jest w podajniku przy otwartym imadle materiałowym maszyny, w trakcie przesuwu poprzecznego zaciśnięte jest imadło wiertarki a materiał przesuwa się w osi Y wraz z podajnikiem.
Rozmieszczenie wszystkich otworów programuje, w prosty sposób, najczęściej operator z pulpitu lub laptopa. Programy mogą też być przygotowywane na komputerze biurowym i przenoszone do maszyny dowolnym nośnikiem odczytywanym przez laptopa lub bezpośrednio kablem przez złącze USB.. Pamięć urządzenia zdolna jest zapamiętać 341 linijek rozkazów ISO w standardzie a w razie potrzeby może być zwiększona
Operator zawsze może pominąć zaprogramowany otwór przez zasymulowanie powrotu pinoli w górne położenie.
Jeśli długość obrabianego elementu jest większa od skoku podajnika, po wykorzystaniu przesuwu o długości podajnika programujemy zablokowanie materiału w imadle wiertarki, zwolnienie imadła podajnika i przesunięcie podajnika o zaplanowaną wielkość potrzebną do dalszej pracy w następnych wielkościach osi X. Ilość takich przechwytów jest praktycznie nieograniczona.
Pomiary w osiach X i Y kontrolowane są liniałami cyfrowymi z dokładnością 0,01mm. Rzeczywiście uzyskiwane przesunięcia są wyświetlane na odczycie cyfrowym urządzenia. W zakresie całego skoku podajnika rzeczywiste przemieszczenia są automatycznie korygowane o zaistniałe odchyłki co eliminuje sumowanie błędów. Daje to bardzo wysokie dokładności rozstawu otworów.
Szybkość przesuwu wzdłużnego 10m/min; poprzecznego ze względu na mniejsze wielkości, oraz przesuwanie długiego materiału w poprzek odpowiednio mniejsza.
W trybie pracy rzecznej szybkość przesuwu podajnika jest regulowana bezstopniowo potencjometrem
4. Automatyczne stanowisko wiercenia i gwintowania otworów w długich elementach AP-1500 30PM

|
Silnik wrzeciona |
obr./min |
1,5kW/1500 |
|
10 000 / 2000 / 2000 Obroty wrzeciona |
obr./min |
0-2400 regulowane bezstopniowo |
|
Długość / szerokość rolotoku podawczegomm/min Posuw szybki w osi : X / Y / Z |
mm |
2000 / 200 inne długości wg ustaleń |
|
Max skok podajnika |
mm |
1200 inne długości wg ustaleń |
|
Max szerokość detalu zależna od rozmieszczenia otworów |
mm |
75 (max 150) inne wielkości wg ustaleń |
|
Zacisk materiału |
Pneumatyczny |
|
|
Śruba kulowa |
Oś X i Y |
|
|
Rolotok odbiorczy |
mm |
1000 inne długości wg ustaleń |
|
Masa |
kg |
600 |
|
Układ sterowania |
Mitsubishi |
|
|
Zasilanie / sterowanie |
400V, 50Hz / 24V |
CHARAKTERYSTYKA TECHNICZNA
Automatyczne stanowisko wiercenia i gwintowania otworów w długich elementach AP-1500 30PM
Służy do prac wiertarskich jak wiercenie, rozwiercanie, pogłębianie, nakiełkowanie, gwintowanie, roztaczanie, szczególnie w długich elementach. Materiał (płaskownik, przekrój) podawany jest podajnikiem napędzanym serwomotorem sterowanym z centralnego komputera (sterownika) z kontrolą przemieszczeń cyfrowym pomiarem liniowym w systemie absolutnym. Rękaw podajnika z zaciśniętym materiałem przesuwa materiał o odmierzoną odległość w czasie zluzowanego imadła roboczego zainstalowanego na wiertarce. Po dokonaniu przemieszczenia zaciśnięte zostaje imadło robocze wiertarki, włączone obroty wrzeciona i posuw pinoli do materiału. Najpierw szybkim dojściem a następnie posuwem roboczym o parametrach podanych w programie a wprowadzonych z pulpitu sterowniczego lub z programu wcześniej przygotowanego na biurowym komputerze. Przy materiale dłuższym niż przesuw podajnika, po wyczerpaniu się możliwości dalszego przesuwu, materiał zostaje zaciśnięty w imadle wiertarki, imadło podajnika zostaje zluzowane i cofa się o zaprogramowaną odległość i po zaciśnięciu imadła podajnika i zluzowaniu imadła wiertarki następują dalsze przesuwy wierconego materiału aż do następnej granicy możliwości kiedy operacja przechwytu zapewnia dalsze przesuwanie materiału aż do dokończenia wiercenia w całej długości wierconego materiału. Ta multiplikacja sterowana jest samodzielnie przez komputer sterownika maszyny.
Połączenie obrotów wrzeciona z jego posuwem kontrolowane jest z komputera sterownika co pozwala programować posuwy w mm/obrót i w konsekwencji wykonywać również gwinty ze skokiem wymuszonym. Jest to ważna zaleta również przy gwintowaniu gwintownikiem. Oferujące podobne maszyny firmy zagraniczne stosują w tym celu „śruby matki” montowane na wrzeciono. Wymaga to jednak wykonywania i montowania innych śrub matek dla każdego skoku wykonywanego gwintu co poważnie wydłuża czas operacji, powoduje konieczność przezbrajania maszyny przy zmianie nacinanego skoku i ciągłego smarowania szybko zużywającej się nakrętki. W naszym rozwiązaniu zmiana skoku nacinanego gwintu wymaga jedynie wpisania żądanego skoku na pulpicie maszyny.
Cyfrowe sterowanie posuwem pinoli wrzeciona pozwala również na wprowadzenie możliwości ekonomicznego wiercenia przekroi, kiedy po przewierceniu pierwszej ścianki następuje szybki przesuw do chwili zbliżenia wiertła do drugiej ścianki i wtedy przejścia do posuwu roboczego, następnie szybkie wycofanie.
Ważną zaletą naszego urządzania jest sterowany numerycznie przesuw poprzeczny stołu maszyny co łącznie z odpowiednio skonstruowanym rękawem podajnika umożliwia wiercenie otworów rozmieszczonych w dowolnych położeniach w poprzek materiału a nawet frezowanie poprzecznych kanałków („fasolek”). Rozwiązania innych firm nie oferują takich możliwości.
Układ sterowania maszyny ma zainstalowany software specjalnie stworzony przez firmę TOP i oparty na hardwarze firmy Mitsubishi pozwala na szybkie, precyzyjne i wysoce powtarzalne wykonywanie detali. Pozwala na sterowanie 4 osiami z funkcją synchronizacji osi.
Precyzje i powtarzalność maszyny zapewniają napędy posuwowe firmy Mitsubishi, które sterują silnikami posuwowymi. Maszyna pamięta także pozycję nawet po wyłączeniu maszyny.
Software zapewnia intuicyjną i łatwą obsługę maszyny dzięki panelowi dotykowemu, który daje operatowi dostęp do pracy w trybie pracy ręcznej i automatycznej oraz umożliwia edycję programów z możliwością tworzenia iteracji dla powtarzających się elementów programu. Dla zwiększenia wydajności maszyny w aplikacji do wykorzystania są cykle wiercenia głębokiego, przelotowego oraz gwintowania. Stworzone programy operator może zapisywać i wczytywać na HMI lub na pamięć zewnętrzną USB. Dla celów serwisowych udostępnione są również dodatkowe informacje na ekranie SYSTEM. Software dostępny jest w języku polskim i angielskim.
Podstawowymi zaletami naszego rozwiązania jest;
• Umożliwienie wykonywania wiercenia i gwintowanie długich przedmiotów na maszynie stosunkowo niewielkiej i przez to odpowiednio tańszej, bardziej ekonomicznej oraz ekologicznej. Konwencjonalną metodą wykonywania takich zadań jest wiercenie na maszynie dłuższej (znacznie dłuższej) niż przedmiot wiercony a więc bardzo dużej wielokrotnie cięższej i drogiej z wykorzystaniem znacznej energii zarówno na pracę takiej maszyny jak i materiałów oraz energii do wyprodukowania takiej maszyny.
• Wysoka dokładność rozstawu osi otworów (przemieszczenia mierzone w tolerancji nawet do +-0,01mm).
• Opcja gwintowania z wymuszonym skokiem zwiększa dokładność i zmniejsza ilość braków przy gwintowaniu otworów, pozwala także wykonać gwinty w materiałach o małej wytrzymałości mechanicznej lub na odwrót w materiałach trudnoobrabialnych twardych itp.
• Możliwość wiercenia w obydwóch osiach ( X i Y ) z automatycznym najazdem na pozycje daje dodatkowe oszczędności przy wykonywaniu wielu konstrukcji.
Zastrzegamy możliwość zmian konstrukcyjnych i wyposażeń.